
Der Herstellungsprozess von Kohlenstoffmaterialien ist ein streng kontrolliertes System der Ingenieurskunst. Die Produktion von Graphitelektroden, speziellen Kohlenstoffmaterialien, Aluminiumkohlenstoff und neuen High-End-Kohlenstoffmaterialien ist untrennbar mit der Verwendung von Rohstoffen, Ausrüstung, Technologie und dem Management der vier Produktionsfaktoren sowie der damit verbundenen firmeneigenen Technologie verbunden.
Rohstoffe sind die Schlüsselfaktoren, die die grundlegenden Eigenschaften von Kohlenstoffmaterialien bestimmen, und die Qualität der Rohstoffe bestimmt wiederum die Qualität der daraus hergestellten Kohlenstoffmaterialien. Für die Produktion von UHP- und HP-Graphitelektroden ist hochwertiger Nadelkoks die erste Wahl, ebenso wie hochwertiges Bindemittel- und Imprägniermittel. Doch selbst mit hochwertigen Rohstoffen allein, ohne entsprechende Ausrüstung, Technologie, Managementfaktoren und zugehörige firmeneigene Technologien, lassen sich keine hochwertigen UHP- und HP-Graphitelektroden herstellen.
Dieser Artikel befasst sich mit den Eigenschaften von hochwertigem Nadelkoks und legt dazu einige persönliche Ansichten dar, die für Nadelkoks-Hersteller, Elektrodenhersteller und wissenschaftliche Forschungsinstitute zur Diskussion gestellt werden sollen.
Obwohl die industrielle Produktion von Nadelkoks in China später als im Ausland begann, hat sie sich in den letzten Jahren rasant entwickelt und etabliert. Das Produktionsvolumen deckt im Wesentlichen den Bedarf an Nadelkoks für UHP- und HP-Graphitelektroden chinesischer Kohlenstoffunternehmen. Allerdings besteht im Vergleich zu ausländischen Herstellern noch ein Qualitätsdefizit. Die Schwankungen der Chargenqualität beeinträchtigen die Nachfrage nach hochwertigem Nadelkoks für die Herstellung großformatiger UHP- und HP-Graphitelektroden. Insbesondere fehlt es an hochwertigem Verbundnadelkoks, der den Anforderungen an die Herstellung von Graphitelektrodenverbindungen genügt.
Ausländische Kohlenstoffunternehmen, die großspezifizierte UHP- und HP-Graphitelektroden herstellen, verwenden häufig hochwertigen Petroleum-Nadelkoks als Hauptrohstoff. Japanische Kohlenstoffunternehmen nutzen ebenfalls teilweise Kohle-Nadelkoks, jedoch nur für Graphitelektroden mit einem Durchmesser unter 600 mm. Derzeit wird in China hauptsächlich Kohle-Nadelkoks verwendet. Die Herstellung hochwertiger, großspezifizierter UHP-Graphitelektroden durch Kohlenstoffunternehmen basiert häufig auf importiertem Petroleum-Nadelkoks, insbesondere auf der Herstellung von hochwertigen Koksen, die mit importiertem japanischem Suishima-Öl-Nadelkoks und britischem HSP-Öl-Nadelkoks kombiniert werden.
Derzeit wird der von verschiedenen Unternehmen produzierte Nadelkoks üblicherweise anhand konventioneller Leistungskennzahlen wie Aschegehalt, Reindichte, Schwefelgehalt, Stickstoffgehalt, Korngrößenverteilung und Wärmeausdehnungskoeffizient mit den kommerziellen Leistungskennzahlen ausländischer Nadelkokse verglichen. Im Vergleich zu ausländischen Standards mangelt es jedoch weiterhin an einer differenzierten Klassifizierung von Nadelkoks. Daher kann die umgangssprachliche Bezeichnung „Einheitsware“ für Nadelkoks die Qualität hochwertiger Premium-Nadelkokse nicht adäquat widerspiegeln.
Neben dem herkömmlichen Leistungsvergleich sollten Kohlenstoffunternehmen auch die Charakterisierung von Nadelkoks berücksichtigen, beispielsweise die Klassifizierung des Wärmeausdehnungskoeffizienten (CTE), die Partikelfestigkeit, den Anisotropiegrad, die Ausdehnungsdaten im nicht-inhibierten und inhibierten Zustand sowie den Temperaturbereich zwischen Ausdehnung und Kontraktion. Da diese thermischen Eigenschaften von Nadelkoks für die Steuerung des Graphitisierungsprozesses bei der Herstellung von Graphitelektroden von großer Bedeutung sind, ist der Einfluss der thermischen Eigenschaften des nach dem Rösten von Bindemittel und Imprägniermittel entstehenden Asphaltkokses nicht auszuschließen.
1. Vergleich der Anisotropie von Nadelkoks
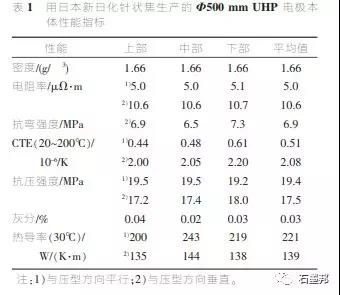
(A) Beispiel: φ 500 mm UHP-Elektrodenkörper einer inländischen Kohlenstofffabrik;
Rohmaterial Nadelkoks: Japanischer neuer chemischer LPC-U-Typ, Verhältnis: 100% LPC-U-Typ; Analyse: SGL Griesheim Werk; Leistungskennzahlen sind in Tabelle 1 dargestellt.
(B) Probe: φ 450 mmHP Elektrodenkörper einer inländischen Kohlenstofffabrik; Rohmaterial Nadelkoks: Ölnadelkoks einer inländischen Fabrik, Verhältnis: 100%; Analyse: Shandong Bazan Kohlenstoffwerk; Leistungsindikatoren sind in Tabelle 2 dargestellt.
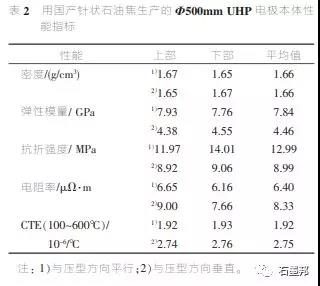
Wie aus dem Vergleich von Tabelle 1 und Tabelle 2 hervorgeht, weist der Nadelkoks der Sorte LPC-U aus neuen, täglich gewonnenen chemischen Kohleflözen eine große Anisotropie der thermischen Eigenschaften auf. Die Anisotropie des Wärmeausdehnungskoeffizienten (CTE) erreicht Werte von 3,61 bis 4,55, und auch die Anisotropie des spezifischen Widerstands ist mit 2,06 bis 2,25 hoch. Darüber hinaus ist die Biegefestigkeit von inländischem Erdöl-Nadelkoks besser als die von Nadelkoks der Sorte LPC-U aus neuen, täglich gewonnenen chemischen Kohleflözen. Der Wert der Anisotropie ist deutlich niedriger als der von Nadelkoks der Sorte LPC-U aus neuen, täglich gewonnenen chemischen Kohleflözen.
Die Analyse des Anisotropiegrades bei der Herstellung von Graphitelektroden für ultrahohe Leistungen ist eine wichtige Analysemethode zur Beurteilung der Qualität des Nadelkoks-Rohmaterials. Der Grad der Anisotropie hat natürlich auch einen gewissen Einfluss auf den Elektrodenherstellungsprozess. Je höher der Anisotropiegrad bei der elektrischen Temperaturwechselbeständigkeit ist, desto besser ist die durchschnittliche Leistung der Elektrode mit geringerer Anisotropie.
Derzeit ist die Produktion von Steinkohlennadelkoks in China deutlich höher als die von Erdölnadelkoks. Aufgrund der hohen Rohstoffkosten und der hohen Preise der Kohleunternehmen ist es schwierig, bei der Herstellung von UHP-Elektroden ausschließlich heimischen Nadelkoks zu verwenden. Stattdessen wird ein gewisser Anteil an kalzifiziertem Erdölkoks und Graphitpulver beigemischt. Daher ist es schwierig, die Anisotropie des heimischen Nadelkokses zu bewerten.
2. Lineare und volumetrische Eigenschaften von Nadelkoks
Das Längen- und Volumenänderungsverhalten von Nadelkoks spiegelt sich hauptsächlich im Graphitierungsprozess mittels Elektrode wider. Mit der Temperaturänderung dehnt sich der Nadelkoks während des Erhitzens im Graphitierungsprozess linear und volumenmäßig aus bzw. zieht sich zusammen. Dies beeinflusst direkt die Längen- und Volumenänderung des an der Elektrode gerösteten Rohlings im Graphitierungsprozess. Dieses Verhalten variiert je nach den Eigenschaften des Rohkokses und den verschiedenen Nadelkokssorten. Darüber hinaus unterscheiden sich auch die Temperaturbereiche der Längen- und Volumenänderungen verschiedener Nadelkokssorten und kalzinierter Petrolkoks. Nur durch die Beherrschung dieser Rohkokseigenschaften lässt sich die chemische Produktionssequenz des Graphitierungsprozesses besser steuern und optimieren. Dies zeigt sich besonders deutlich im seriellen Graphitierungsprozess.
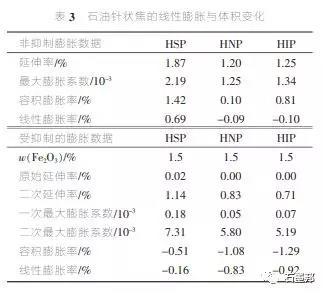
Tabelle 3 zeigt die Längen- und Volumenänderungen sowie die Temperaturbereiche dreier Sorten von Petroleumnadelkoks, hergestellt von Conocophillips in Großbritannien. Die Längenausdehnung setzt beim Erhitzen des Petroleumnadelkokses ein, die Temperatur für den Beginn der Längenkontraktion liegt jedoch üblicherweise hinter der maximalen Kalzinierungstemperatur zurück. Zwischen 1525 °C und 1725 °C beginnt die Längenausdehnung, und der Temperaturbereich der gesamten Längenkontraktion ist mit nur 200 °C sehr gering. Der Temperaturbereich der gesamten Längenkontraktion des herkömmlichen verzögerten Petroleumkokses ist deutlich größer als der des Nadelkokses, während der des Kohlenadelkokses dazwischen liegt und etwas größer ist als der des Petroleumnadelkokses. Die Testergebnisse des Osaka Industrial Technology Test Institute in Japan zeigen, dass mit zunehmender thermischer Leistung des Kokses der Bereich der Linienschrumpfungstemperatur größer wird, bis zu 500 ~ 600℃ Linienschrumpfungstemperaturbereich, und die Beginntemperatur der Linienschrumpfung niedrig ist, bei 1150 ~ 1200℃ beginnt die Linienschrumpfung, was auch ein Merkmal von gewöhnlichem verzögertem Petrolkoks ist.
Je besser die thermischen Eigenschaften und je größer die Anisotropie des Nadelkokses, desto enger ist der Temperaturbereich der linearen Kontraktion. Hochwertiger Ölnadelkoks weist beispielsweise nur einen Temperaturbereich von 100 bis 150 °C für die lineare Kontraktion auf. Für Kohlenstoffunternehmen ist es äußerst vorteilhaft, die Graphitisierungsprozesse durch das Verständnis der Eigenschaften der linearen Expansion, Kontraktion und Reexpansion verschiedener Rohstoffkoksarten zu steuern. Dadurch lassen sich unnötige Ausschussprodukte vermeiden, die bei der Anwendung herkömmlicher experimenteller Verfahren entstehen.
3. Schlussfolgerung
Durch die Beherrschung der verschiedenen Eigenschaften der Rohstoffe, die Auswahl einer passenden Ausrüstung, die gute Kombination der Technologien und ein wissenschaftlicheres und vernünftigeres Unternehmensmanagement bildet diese Reihe von Prozesssystemen, die streng kontrolliert und stabil sind, die Grundlage für die Herstellung von hochwertigen Ultrahochleistungs- und Hochleistungsgraphitelektroden.
Veröffentlichungsdatum: 30. Dezember 2021